2022. 7. 27. 07:31ㆍ2020-적층세라믹콘덴서의 재료-제조-실장기술과 최신기술
1. 박리 적층 공법
적층 열압착 공정은 세라믹 그린시트 상태에서 MLCC의 그린 칩으로 성형하는 공정으로, 박리 적층 공법이 일반적이다. 박리 적층 공법에서는 박리, 적층, 열 압착의 3개의 단계가 있다. 즉, 세라믹 그린 시트에 소정의 내부전극을 인쇄, 건조한 것을 캐리어 필름에서 박리한 후, 대향 전극이 번갈아 적층되어, 마지막에는 열을 가하며 프레스하여 접착되어 일체화된다. 이러한 일련의 공정도 MLCC의 특성이나 신뢰성에 큰 영향을 주기 때문에 상당히 중요한 공정이다.
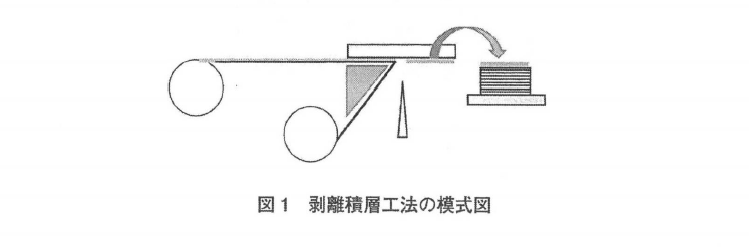
박리 공정은 세라믹 그린 시트를 펀치(금형)에 진공 흡착으로 고정하고 캐리어(PET)필름을 박리하는 공정이다. 모식도를 그림1에 나타내었다. 여기에서는, 얇은 세라믹 그린 시트에 핀 홀, 늘어남, 파괴 등의 결함이 발생하기 쉽기 때문에 고정 펀치의 진공 흡착 홀의 크기, 수, 진공도 등이 중요한 요인이 되는데, 이외에도 PET의 박리 나이프 형상이나 박리 속도도 중요하다. 특히, 최근 하이엔드 그린 시트의 경우, 1μm보다 얇은 초박층이므로 박리시 결함이 발생하기 쉬워 주의가 필요하다. 열 압착 공정은 적층체 바를 금형에 넣어 80~150℃에서 100~500kg/cm2정도의 압력으로 일축 가압하여 가압 압착한 후, 60~90℃에서 1000~3000kg/cm2의 압력으로 정수압 가압되는 것이 일반적이다. 절단 전의 적층체 바와 금형의 치수 차이가 크면 가압 시의 평면 방향으로의 변형이 일어난다. 이 때, 파단이나 전극면 형상의 변형 등이 일어나기 쉬워 주의가 필요하다.
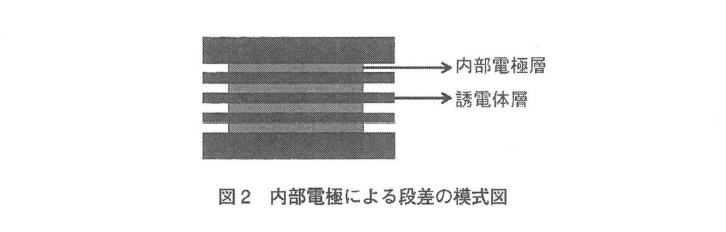
세라믹 그린 시트가 10~50μm정도로 두꺼웠던 시기에는 금형에 따른 일축 가압 가열에 의해 열 압착이 이루어졌다. 그러나 시트의 박층화, 다층화가 진행됨에 따라 그림 2의 모식도와 같이, 전극에 따른 단차가 커져 일축 가압 가열로는 충분한 접착이 이뤄지지 않는다. 따라서, 일축 가압 가열 후에 정수압 가압을 가열하면서 진행하게 되었다. 금형에 따른 일축 가압의 경우, 상하 펀치면의 기계적 정밀도가 나쁘면 적층체 바에 걸리는 압력이 불균일하여, 유전체층 간의 접착이 불충분한 경우가 발생한다.
한편, 온간 정수압 프레스 (WIP)의 경우에는, 정수압으로 적층체 바에 균일한 압력을 가하는 것이 가능하며, 전극 인쇄되지 않은 마진 부분의 세라믹 층 간에도 충분한 압력과 가열이라는 점이 더해져 가소성이 증가하고 접착이 양호해진다. WIP의 주된 이점은 다음과 같다.
① 고밀도의 그린 체로 소결체의 강도가 높음
② 밀도 산포가 작아 균일성이 높음
③ 진공 팩으로 탈기 가능하여 성형성이 향상됨
④ 수축이 균일하여 치수 밀도에 뛰어남
⑤ 생산성이 높음
등이 있으며, 현재는 MLCC의 적층 열 압착 공정에는 필수 공정이 되었다.
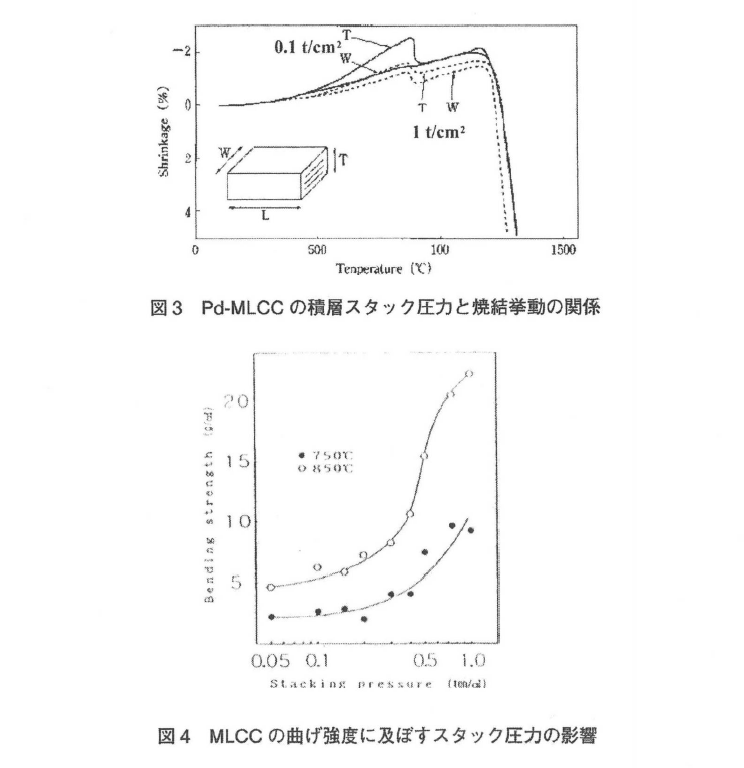
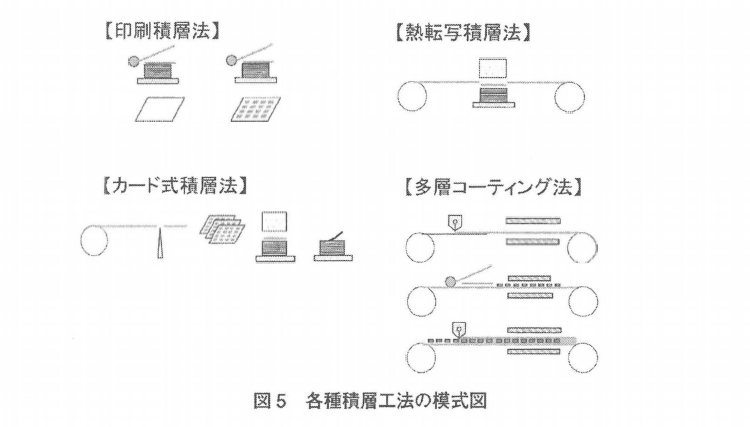
열압착 공정의 적층 압력은 그린체의 밀도, 나아가 강도에 큰 영향을 준다. Pd-MLCC를 공기 중에서 소성한 경우의 수축 거동 예를 그림3에 나타내었다. 적층 압력이 작은 경우에는 가압 방향으로 큰 팽창이 보여 가압 방향에 수직 방향으로는 팽창이 거의 발견되지 않았다. 이에 대하여 적층 압력이 큰 경우에는 어떠한 방향으로도 거의 균등하게 작은 팽창이 보인다. Pd의 경우, 공기 중에서는 710℃이하에서 PdO가 안정적이므로, 산화하여 부피 팽창한다. 적층 압력이 작은 경우에는 그린 체 내부로의 산소 확산이 빠르고 세라믹 밀도가 낮아 강도가 약하여 Pd의 산화 팽창 영향이 적층 압력 방향으로 크게 나타나게 된다. 적층 압력이 MLCC의 휨 강도에 주는 영향을 그림4에 나타내었다.
세라믹 유전체의 소결이 시작되는 온도보다 낮은 온도이므로 MLCC의 강도가 상당히 낮은 온도 영역이다. 따라서, 이 온도 영역에서의 전극 재료 산화 팽창이나 환원에 따른 산소 가스의 방출 등의 부피 변화는 MLCC 구조 결함의 원인이 된다. 적층 압력이 어느 일정 압력 이상에서 세라믹의 휨 강도에 미치는 압력의 영향이 상당히 커지는 경우가 있다. 즉, 적층 압력이 어느 수준 이상이 되면 세라믹의 충진 밀도가 높아져 강도도 높아진다. 이 상황은 시트 작성시의 s-pvc에 따라 다소 변화하지만, 기본적으로는 변하지 않는다. 게다가 현재와 같은 박층화, 다층화가 이루어지는 상황에서는 유전체 층 간의 접착이라는 의미에서도 적층 압력이 상당히 중요하므로 WIP를 채용하게 되었다.
2. 그 밖의 적층 공법
박리 적층 공법 이외에도 인쇄 공법, 열 전사 적층 공법, 카드식 적층 공법, 다층 코팅 공법 등이 있다. 이들 공법의 모식도를 그림5에 나타내었다. 인쇄 공법은 스크린 인쇄법으로 유전체 페이스트와 내부 전극 페이스트를 교대로 인쇄, 건조하는 공법으로 1990년대까지는 주된 생산 방법의 하나였다. 페이스트의 바인더로는 에틸 셀룰로스 수지, 용제로는 터피네올이 사용된다. 이 공법의 이점으로는 다층화하여도 전극에 따른 단차가 커지지 않는다는 점을 들 수 있다. 한편 약점은 유전체 층의 박층화가 어렵다는 점이며 따라서 현재는 사용되고 있지 않다. 열 전사 적층 공법은 전극을 인쇄한 유전체 그린 시트를 적층체 위에 열 전사하여 적층하고 PET 필름을 박리하는 방법이다. 카드식 적층 공법은 PET필름채로 절단한 후 열 전사함으로써 적층하는 공법이다.
MLCC의 소형화는 유전체 층이나 전극 층의 박층화 다층화를 이루는 구동력이 되었다. 소형화하여도 동일한 정전용량을 유지하기 위해서는 유전체 층의 박층화, 다층화를 진행해야 하며 이를 위해서 전극층의 박층화도 필요하다. 유전체 층의 박층화는 일반적인 박리 적층 공법에서는 그린 시트에 큰 부담을 준다. 특히, 최근 1μm이하와 같은 초박층 시트의 경우에는 박리 시 늘어남, 핀 홀, 찢어짐 등의 결함이 발생하기 쉽다. 그린 시트의 바인더나 가소제 등의 선택도 중요하나, 캐리어 테이프로서의 PET 표면 박리성이 상당히 중요하다. 박리성을 높이지 않으면 앞서 기술한 결함이 발생하게 된다. 그러나, 박리성을 끌어올린 경우에도 세라믹 슬러리를 튕기지 않도록 조성을 검토하지 않으면, 그린 시트의 두께 균일성은 저하되 버린다.
그린 시트 두께가 두꺼워질수록 이러한 결함이 발생하기 어려워져 시트 핸들링성도 향상된다. 이러한 배경을 통하여 개발된 것이 다층 코팅 공법이다. 그린 시트 두께가 얇아지면 PET 필름에서 박리하기 어려워진다. 따라서, 박리하기까지 PET 필름 상에 존재하는 정도의 두께가 될 때까지 빌드 업 하자는 생각이다. 즉, 통상적으로 PET 필름 위에 세라믹 그린 시트를 형성한 후, 내부 전극을 인쇄, 건조한 후에 박리시키는 것을, 내부 전극 인쇄, 건조 후에 또 다시세라믹 그린 시트를 성막하고 내부 전극을 형성하는 것이다. PET 필름 위에서 2 혹은 다수의 다층화를 진행한다. 이 유닛을 PET 필름에서 박리한 후 소정의 유닛 수 적층한 후에 열 압착한다. 이 공법에서는 PET 필름의 박리가 상당히 용이하여 박리에 따른 결함의 발생 확률은 격감한다. 게다가 전극에 인쇄되지 않은 부분에도 유전체 슬러리가 도포되어 전극 단차의 저감에 유리한 공법이라 할 수 있다. 또한, PET 필름의 사용량 저감을 도모할 수 있어 비용 삭감에도 유리한 공법이다. 다만, 얇은 유전체층을 통해 하층의 전극 층을 검지하여 상층의 전극층을 형성해야 하므로, 카메라에 의한 위치 결정 정밀도가 저하되기 쉽다는 약점이 있다. 카메라에 따른 위치 결정의 정밀도 향상이 이뤄질수록 상당히 유용한 공법이라 할 수 있겠다.
'2020-적층세라믹콘덴서의 재료-제조-실장기술과 최신기술' 카테고리의 다른 글
| 제5장5절 외부전극 형성과 도금 (0) | 2022.08.06 |
|---|---|
| 제5장4절 탈지와 소성 (0) | 2022.08.04 |
| 제5장2절 내부전극인쇄 (0) | 2022.07.25 |
| 제5장1절 세라믹시트의 제작 (0) | 2022.07.19 |
| 제4장4절 최신 절연 열화 해석 기술 (0) | 2022.07.10 |