| 일 | 월 | 화 | 수 | 목 | 금 | 토 |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
- Automotive
- Powder
- nickel
- bme
- EV
- Zirconia
- coating
- dispersion
- ASSB
- X8R
- ZrO2
- NI-MLCC
- halt
- mlcc
- Sintering
- CERAMIC
- ni-paste
- C0G
- Barium titanate
- hydrothermal
- core-shell
- nano powder
- microstructure
- CSZT
- paste
- reliability
- BaTiO3
- oxygen vacancy
- X7T
- Murata
- Today
- Total
MLCC Material & Process
제7장1절 MLCC의 납땜 실장에서의 품질 확보와 주의점 본문
1. 서론
스마트폰이나 태블릿 향으로, 대용량 고속 신호 전송을 필요로 하는 전자기기의 수요 증가가 계속되고 있으며, 이러한 흐름은 앞으로도 계속될 것으로 보인다. 실장에서 전자 부품의 실장 공간 확보, 미세한 부품을 탑재하기 위한 정밀도 (특히 반복 정밀도)를 확보하는 것이 가장 큰 과제가 되어 있으며, 기계적 성능을 향상시키는 것은 물론, 품질을 바르게 판정하기 위한 관찰 기술이나, 품질 관리 기술의 중요성도 커지고 있다.
부품 전극 상호간의 최단거리 접속의 필요성은 앞으로 더 커져 갈 것으로 생각되며, 전자 부품 구조를 변경하여, 추후 요구에 대응하려하는 움직임은 더욱 활발해 질 것이다. 그러나 전자 부품 업체의 대응이나 전망은 이러한 전자 부품이 더욱 많이 사용되는 제품, 즉 스마트폰이나 태블릿 등의 분야에 주력하고 있으며 지금까지 사용되어 왔고, 앞으로도 사용될 부품 사이즈 (1005, 1608 등)의 확보가 어려운 상황이 계속 되고 있다.
그러나, 실장을 하는 입장에서는 지금까지 사용되어 온 1608이나 1005 사이즈의 공급을, 지금처럼과 같이 계속 하는 것이 곤란하고, 본래의 목적으로는 필요하지 않으나 미세 부품을 사용해야만 하는 환경에 있다. 많은 기업에서는 현재, 이러한 미세 부품으로의 대체에 다른 평가를, 급선 과제로 진행하고 있으나,
① 입수성
② 가격
③ 간단한 부품 평가와 실장 평가 (규정의 신뢰성 시험을 클리어 하는가 등의 평가)
로 부품 채용을 행하면 앞으로도 큰 시장 문제가 될 수 밖에 없다.
조속한 미세칩 양산체제를 확보하고 안정적인 품질을 얻기 위한 요소기술 개발이 급선무이지만 미세부품이기 때문에 수행해야 할 사항이나 안이하게 채택하지 않기 위해 확인해 두어야 할 사례 등의 일부를 소개한다.
2. 외관 관찰로 확인 가능한 불량의 종류
앞서 기술한 바와 같이, 미세 부품 (0603 사이즈 이하의 부품)에서는 부품의 카탈로그 스펙만으로는 채용을 결정해서는 안된다. 더우기 카탈로그 상의 수치를 스스로 확인해 둘 필요가 있다고 필자는 생각한다. 원래 전자 부품을 선정하는 최초의 단계로서, 그 부품의 "사용환경 부하"를 알고, 그 내성을 평가함으로서 채용하게 된다. 따라서, 그 제품의 품질 목표를 정하고 그 제품에 탑재된 전자 부품의 신뢰성 목표치를 정하는 것이 중요하다. 그 이후에 평가 환경에서의 스트레스나 품질 목표치를 "요구사양서"로서 supplier에 제시하는 것이 중요하고, 그 사양대로 제조되고 있는지 어떤지를 "납입사양서"나 "공장감사"를 통하여 확인한다.
이번 절의 본론은 여기서부터이다. 기본적으로는 위에 기술한 내용으로 부품 채용을 결정하지만, 납입 사양대로 부품이 입하되었는가를 제대로 확인하고 있는가? 대부분의 경우, 샘플링 검사에서 특성 값의 산포가, 납입 사양과 합치되는가를 확인하고, 그 결과에 따라 필요한 타이밍에, 정기 공정 감사 혹은 샘플링 부품의 시험을 진행하여, 입하된 로트가 신뢰성 목표를 만족하는가를 확인하는 것이 중요하다.
여기에서는 샘플링 검사의 모든 것을 기재할 수는 없으나, 대표적인 검사 방법으로 "외관검사"를 사용하는 경우가 많다. 다음의 관찰 결과를 보기 바란다자. (그림1, 2)

그림 1은 어떤 업체의 0603 칩 저항이다. 부품을 측면에서 관찰한 결과이다. 이 그림만으로는 불량을 알아차리지 못할 가능성이 있어, 다음과 같은 작은 가이드를 넣어 보았다.(그림2)

가이드를 넣어보면 한눈에 확인이 되듯이 위에 나타낸 ㅁ칸의 틀이 정확한 사각형이며, 부품 옆에 표시한 얇은 화살표가 직선이다. 위 그림의 부품은 약간 좌측 경사 위쪽으로 변형되어 있음을 알 수 있다. 이 부품을 측정해 본 결과, 이 부품 업체에서의 부품 공차 범위에서 벗어난 치수가 계측되었다. 이처럼 "사양"상에는, 문제가 없다고 기재된 전자 부품이어도 실제로 계측해보면 문제가 될 수 있는 현상이 존재하는 것이다.
다음의 사진도 업체에서 제시하는 부품 공차 범위에서 벗어난 것임을 알 수 있는 사례이다. (그림3)

이것은 가이드가 붙이지 않아도 판단 가능할 지모른다. 그림 3의 칩 전극을 잘 살펴보가 바란다. 우측 전극과 좌측 전극에서 폭이 다른 것을 알 수 있을 것이다. 이 부품도 사양에서 벗어나있으나, 이러한 상태의 부품을 "눈치 채지 못하고" 실장한 경우, 어떠한 일이 발생하는것일까? 좌우로 전극 폭이 크게 달라 리플로 시에 칩섬 불량(Tombstone불량)이 일어날 가능성이 커지는 것이다. 땜납 wetting력에 의해, 전자 부품을 기판 측으로의 인장력이 발생한다. 이는 통상적으로 일어나는 현상이지만, 전극 폭이 큰 쪽의 전극에서는, wetting력이 더욱 커질 가능성이 크고, 그 결과로서 칩섬 불량이 일어날 가능성이 커진다.
다음으로 부품 전극을 확대하여 외관 관찰한 결과를 나타내었다. (그림4)

이처럼 스크래치 등의 흔적이 다수 확인되었다. 이는 분명한 이상 상태이다. 국부적으로 부품에 구조 내 약한 부분이 존재함과 동시에 이와 같은 움푹 들어간 부분이 존재하는 경우, 납땜 후에 발견하는 것은 어렵다. 이 흔적이 납땜 면에 존재하는 경우, 보이드의 잔류로만 확인이 가능하기 때문이다. 그림 4 우측의 전극 스크래치에서, 내부의 Cu가 노출되어 있다. 이 부분을 실장하면 그림 5와 같은 상태가 된다.
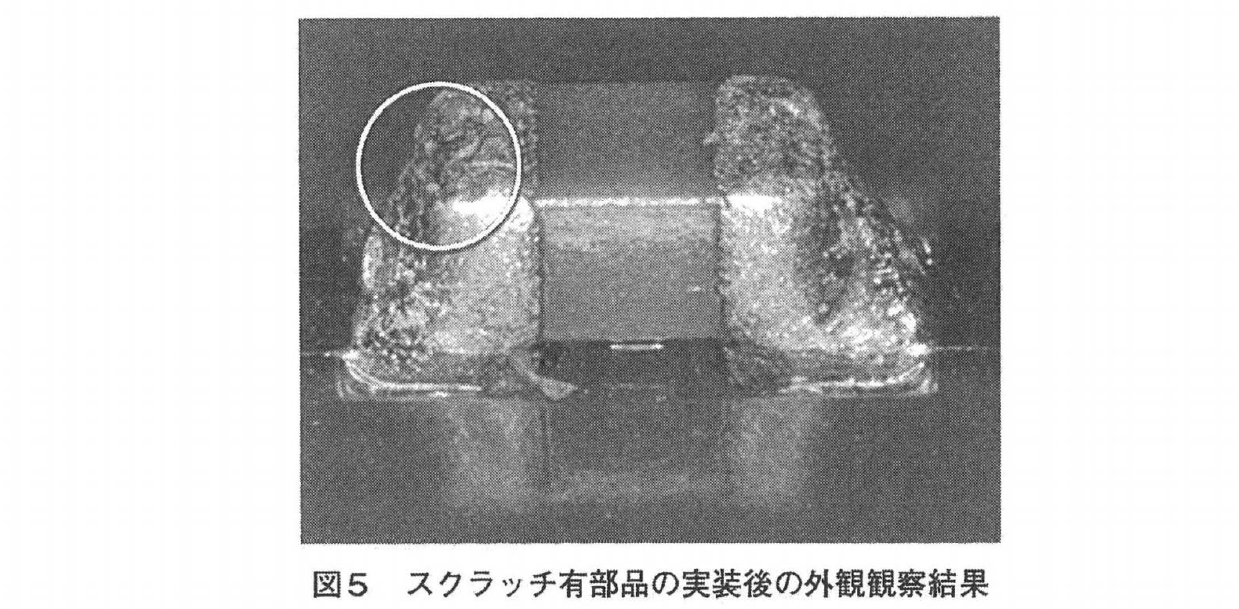
내부 Cu의 노출부를, 땜납이 뒤덥지 못했기 때문이다. 엄밀하게 말해서 노출된 산화 구리가 flux로 환원되지 않고, 납땜으로 인한 젖음이 일어나지 않게 되는 것이다. 이 상태의 불량이, 실장 공정 내에서 검사·발견된다면 어떻게 되겠는가? 아마도 실장 공정 내에서 물리적인 접촉을 일으킨 것이라 생각하는 것이 통상적일 것이다. 그래서 공정 담당자는, 물리적으로
실장 기판이 접촉하는 부분을 개선하려 할 것이다. 그러나 실제 참원인은 그곳에 없다. 이 불량은 원래 부품에 처음부터 존재했던 것으로, 실장 시의 불량이 아니다. 이렇듯 부품 사이즈 자체가 작고, 눈으로 확인이 어려운 부품은 부품 불량을 놓친 채 실장하게 되는 리스크가 커지게 된다. 따라서, 이하와 같은 항목을 외관 검사에서 확인해야 하며, 이는 "확인 가능한 배율로" 검사를 실시하지 않는 한 의미가 없는 행동이 되는 것을 충분히 유의했으면 한다.
0603사이즈 이하의 미세 부품에 대한 외관 확인 항목은
① 바리
② 손상, 결함
③ 크랙
④ 부품, 팽창
⑤ 변형, 변색
⑥ 오염, 이물
3. 인쇄 공정에서의 주의점
여기서부터는 각 공정에서의, 구체적인 주의점에 대하여 소개하겠다. 인쇄 공정에서는, 통상적으로 사용되고 있는 땜납 입경인 Type4를, 그대로 유지하여 사용하는가, 그렇지 않으면 입경을 더욱 작게 하고, Type5 혹은 Type6을 사용하는가라고 하는 솔더 페이스트 자체의 평가도 필요하다. 이 평가에서, 입경을 작게 함으로써 발생하는 보이드 불량의 증가 ( 솔더 페이스트 중의 땜납 볼의 표면적 누계가 동일 부피에 따라서는 증가함으로써, 산화 막 환원 시의 H2O가 증가하여 보이드 불량이 증가함) 등도 평가할 필요가 있으나, 이들 재료 평가는 이미 끝났다는 전제하에서 이하 설명을 하겠다.
현재 인쇄 공정에서는 콘텍트 인쇄 (밀착시킨 스크린 인쇄)를 전제로 하지만, 그림6처럼 물리적인 GAP이 존재함을 알 수 있다.

※ 그림6은 기판의 표면 처리가 OSP처리 (내열 프리플럭스처리)인 것이 전제가 되는데, HASL(땜납 레벨러 처리) 혹은 금 플래쉬 처리의 경우에는 그림 6에서 레지스트 두께인 25~35μm을 제외하고 생각하도록 한다.
레지스트와 실크가 존재하는 경우에는, 인쇄 시의 스퀴지에 다른 압력에서의 밀착도 증가를 고려해도, 레지스트 약 30 μm+ 실크 약 20 μm= 50 μm, 하지만 실크만 존재하는 경우는, 약 20 μm의 GAP이 존재하는 것을 알 수 있다. 이 GAP은 상당히 큰 것으로 인식해야 한다. 왜냐하면, 땜납 입경이 Type4라면 평균 30 μm, Type5이상이라면 평균 20 μm이하이기 때문이다.
위에 기술한 Gap이 존재하는 경우, 땜납 볼 1개만큼 많이 인쇄될 가능성이 있음과 동시에, 틈에 번지며 퍼져서 인쇄 불량이 일어날 수 있기 때문이다. 현재, 일반적인 메탈마스크의 두께는 100 μm나 120 μm이다. (전장 기기는 150 μm가 일반적). 만약 120 μm의 메탈마스크 두께에서, 땜납 볼 1개만큼의 (30 μm로 계산) 인쇄 높이 차이가 발생한 경우, 얻어지는 인쇄 높이는 150 μm이다. 약 25%의 인쇄 높이가 편차로 발생하게 된다. 25%의 편차가 발생하는 공정에서는 품질 관리가 불가능하다고 봐야 한다. 이러한 현안이, 기판 설계 시에 "실크 인쇄를 도입"함으로 발생하는 것이다.
현재, SMT 공정에서의 프로그램 구축이나 AOI(자동외관 검사기)에 다른 검사 프로그램 등 도면과 비교하여 행하는 생산 기술 요건은 없다. 모두 가바 데이터 등을 통해 시스템화 하여 구축 및 검사를 진행하는 것이 일반적이다. 즉, 실장 공정에서 작업자가 도면과 실물을 비교하여 검사를 진행하고 대상 부위의 특정을 사람이 판정하는 일은 없는 것이다.
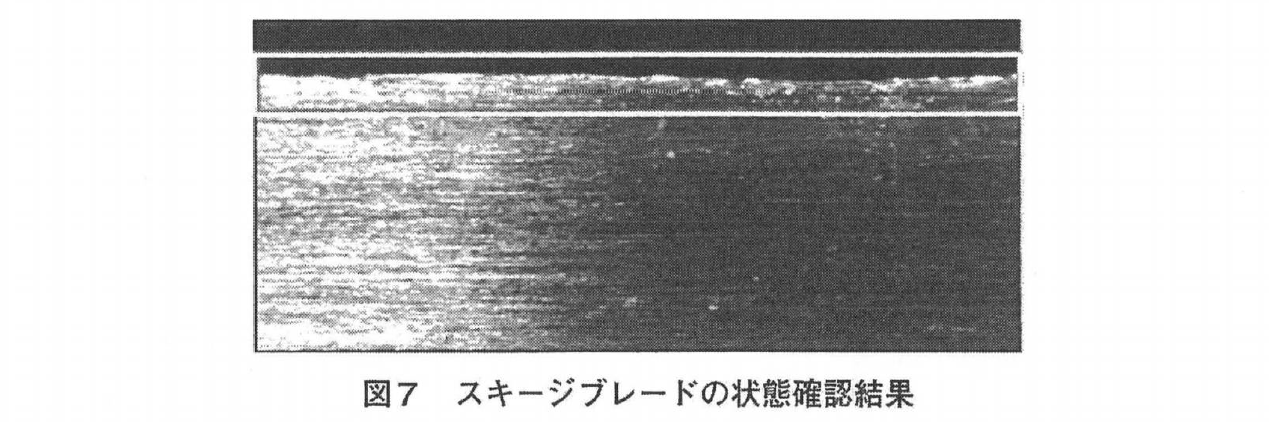
실크 인쇄는 미세 칩 탑재 기판에서 없애야 할 것이다. 실크 인쇄를 채용하는 것의 이점과 단점을 비교하면 압도적으로 단점이 더 크기 때문이다. 또한, 스퀴지 블레이드의 교환 기준이나 검사 방법도 재고해야 한다. 현재 일반적으로는 스퀴지 블레이드의 교환 기준은 "파손·변형이 없을 것"으로 정해진 경우가 많다. 그러나 "파손·변형이 없을 것"을 어떻게 검사할 수 있는가? 결국 "목시"검사를 의미하는 것이다. 30 μm의 변형이나 파손은 그림 7과 같은 상태이며, 눈으로는 확인할 수는 없다. 이렇듯 "부품 사이즈가 작아진다"는 것은 기존의 교환·검사 기준의 레벨을 변경할 필요가 있다는 것이다.
4. 마운트 공정에서의 주의점
마운트 공정에서는, 탑재 정밀도를 향상시키는 것이 가장 중요하다. 바꾸어 말하자면, 현재 일반적인 기계 공차 "±50μm" 은, 미세 부품 탑재에서는 붕괴하고 있는 것이다. 기계공차 ±50μm을, 만약 1σ로 하면,
・0603: 전극 폭 300μm, 한쪽 전극 길이 150μm
・0402: 전극 폭 200μm, 한쪽 전극 길이 100μm
이며, 실장 안정성을 고려한 토탈 6σ(±3 σ)에 훨씬 미치지 않는 것이다. (그림8에 0402 사이즈의 개략도와, 6 σ에 대한 이미지를 나타내었다). 이들 과제는, 기계 공정 그 자체가 향상되지 않는 한 해결되지 않는 사안이므로, 설비 업체의 정밀도 향상을 기다려야만 한다.

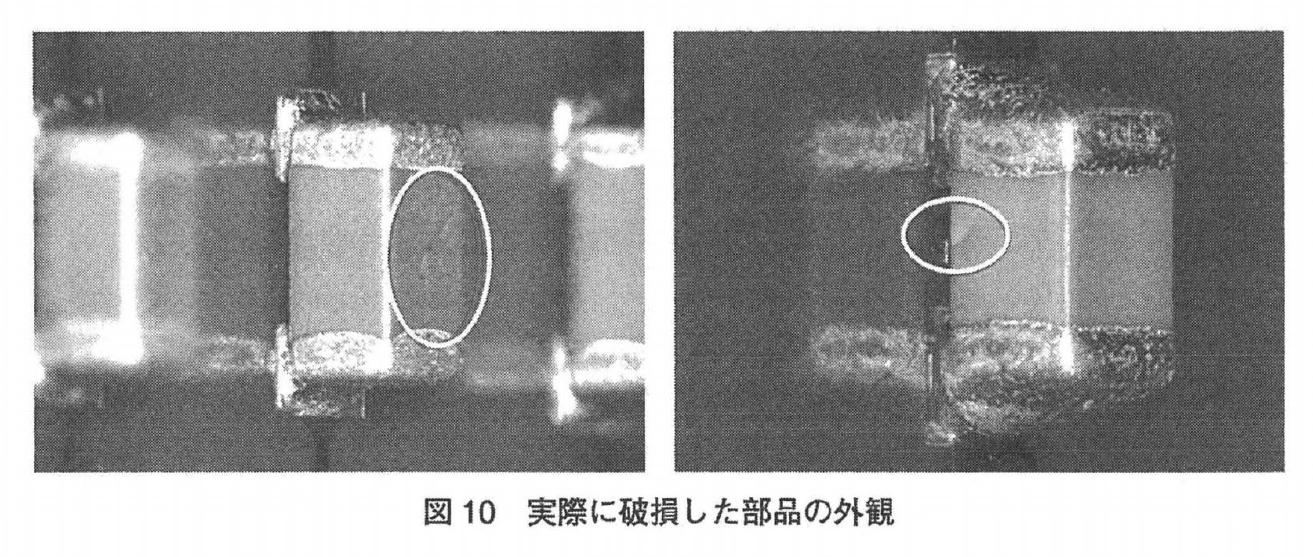
다음으로 주의가 필요한 것은, 부품 압입량(Z축방향 압입 량)이다. (그림9) 이는 기판의 휨을 감안하여, 부품을 기판보다 압입하면서 탑재하도록 함으로써, 확실히 기판에 부품을 탑재하기 위한 기능·설정이다. 이 제어는 Z축 방향으로의 "거리"이므로, 미세 부품에서는 큰 응력을 가하게 된다. 더불어 0603이나 0402를 탑재하기 위한 마운터노즐은 당연하게도 매우 얇다. 즉, 얇은 노즐로 미세한 부품을 탑재할 때, "거리로 제어한다"는 것이므로 미세 부품에서 보다 큰 응력이 부품에 가해지게 된다. (노즐 선단에는 탄성으로 응력 완화하는 기구가 기구가 붙어 있지만 영향은 크다)

지금까지의 Z축 방향 압입량의 설정 (일반적으로는 기판 0 위치에 대해 ±0.3mm압입) 으로 실장 할 경우, 탑재하는 시점에서 부품을 파괴할 위험이 높다. 그림 10은, 필자의 실험 시에 발생했던 부품 파손의 예시이다.
5.리플로 공정에서의 주의점
리플로 공정에서는 온도 프로파일을 재검토할 필요가 있다. 미세 부품이 탑재되었다는 것은, 여기에 인쇄된 솔더 페이스트 량도 미량이라는 것을 의미한다. 즉, 미량의 솔더 페이스트 중의 플럭스 량도 미량 (인쇄량의 약 50%가 플럭스)이므로, 지금까지 사용한 온도 프로파일을 그대로 채용하면 미세 부품에 대한 과잉 가열을 하게 된다. 솔더 페이스트의 인쇄량이 적기 때문에 플럭스의 절대량도 적고 과잉 가열에 대한 플럭스가 고갈되어 젖음 불량을 일으킬 가능성이 높아진다.
그림 11에 과잉 가열을 나타내는, 납땜 후의 외관 사진 (납땜 표면에 발생한 플럭스의 탄화)을, 그림 12에 젖음 불량의 외관 사진을 각각 나타내었다.


6. 마치는 글
지금까지 미세 부품을 탑재하는 실장 기판은, 그 크기가 커도 "명함 크기" 정도인 경우가 일반적이었다. 즉, 현재 우리들이 조우하고 있는 "큰 사이즈의 기판에 미세 부품을 사용하는" 개념은 없었던 것이다. 그것도 그럴 것이 원래 부품을 미세화 하지 않으면 안되는 이유는 페이스트의 확보 때문이며, 이는 작은 사이즈의 기판 내에 어떻게 해서 회로를 탑재하는가, 에 대한 과제가 있었기 때문이다. 그러나 이제는 상황이 달라졌다. 서론에 기재하였듯, "미세 부품을 사용해야 하는 이유"가 서로 다르기 때문이다.
전제가 다르기 때문에, 지금까지 많은 기업에서 시도했던 미세화의 검증 결과나 많은 연구가가 발표하는 기술 논문에 기재된 내용은, 현재의 과제에 대한 직접적인 효과로 이어지지 않았다. 우리들이 직면한 과제는, 새롭게 발생하는 과제인 것이다. 특히, 큰 문제가 될 것같은 기판의 휨에 대하여 한마디 언급하고 싶다. 지금, 자사에서의 "기판 휨에 대한 기준"은 어느 정도인가? 컨설팅을 진행하는 기업에 문의한 결과, 꽤 오래 전 규격을 그대로 적용 (그 규격으로 시장 불량이 나오지 않았기 떄문에)하고 있어, 기판의 휨에 대한 기준은, 1mm/100mm 였다. 즉, 길이 100mm에 대하여 1mm 범위라면, 기판 휨이 발생해도 합격인 것이다. 이는 상당히 위험한 기준이 된다.
미세 부품은, 명함 크기 정도의 기판에서만 채용되었다. 그러나 현재는 M치수 (약 200mm사방)의 사이즈 기판에서도 미세 부품을 사용할 가능성이 생긴 것이다. 좀 전의 기준은 처음부터, 예를 들어 0.1mm/100mm는, 큰가, 아니면 작은가? M치수라면 200mm에서, 양 끝의 휨 량은 0.2mm (200μm)까지 허용 가능하게된다. 이 때,
① 인쇄량(메탈마스크 두께)은 충분한가?
② 인쇄 품질을 보장할 수 있는가? (특히 빠짐성)
③ 마운트 시에 부품이 도달하는가?
④ 도달을 위해 마운트 시에 Z방향으로 압입 설정한 경우, 부품의 파손 위험은 없는가?
⑤ 수리 가능한가?
등이 있다. 잠시 생각한 것만으로도 많은 우려점이 생각난다. 이렇듯, 반복이지만 "대상의 사이즈가 변한다는 것은 레벨이 변한다"는 것이다. 앞으로 우리들은, 지금까지 구축했던 모든 기준을 재점토하고, 양산 시의 품질 안정화를 확보해 나갈 필요가 있다.
'2020-적층세라믹콘덴서의 재료-제조-실장기술과 최신기술' 카테고리의 다른 글
| 제8장 MLCC의 전망 (0) | 2022.08.07 |
|---|---|
| 제7장2절 MLCC 실장상의 주의점 (0) | 2022.08.07 |
| 제6장 MLCC제조용 재료 (0) | 2022.08.06 |
| 제5장5절 외부전극 형성과 도금 (0) | 2022.08.06 |
| 제5장4절 탈지와 소성 (0) | 2022.08.04 |



