2021. 4. 3. 13:08ㆍMachine
三井鑛山 株式會社 Susumu Gunji & Osamu Ishikawa
개요
Media 교반형 Mill은미국의 Union Prosess사의 Dr.Szevar에 의해 1940년대에 개발되었고, 특허 신청 후 아트라이터(그림1)이라는 이름으로 판매 되었다.이에 따라 Ball Mill로 1주일이나 걸렸던것이 몇 시간 만에 처리할 수 있게 되었고, 널리 보급되었으며 일본에서는 미츠이미이케제작소(現미츠이광산)가 1960년에기술을 도입해 발매했다.
그림 1. 아트라이터
1952년에는 Dupont사가Sand grinder를 개발하고 습식 미립 분쇄, 분산을연속적으로 처리를 하여 주목을 받았다. 그 후 개선ㆍ개량되어 1990년대에는작은 경의 Media를 사용하는 Mill이 계속해서 개발되었고분쇄, 분산효율을 비약적으로 향상시켰다. 현재 입경은 나노레벨 영역으로까지 도달하고 있다.
Media는 몇 년 전까지만 해도 가장 작은 것이 1mm전후가 주류였지만, 최근에는0.3mm정도까지 일반적으로 사용되게 되었고, 더욱 실험실 레벨에서는 0.03mm을 사용할 수 있는 Mill이 등장했다.
이러한 내용에 대응을 한 것이 미츠이광산에서는 SCMill, MSC Mill 이다. 여기에서는 입자가 작은Media를 이용한 최신 매체 교반형 Mill을 설명하겠다.
1. 소경(小徑) Media의 유효성
매체 교반형 Mill이 지금과 같이 발전을 이루어온 가장 큰 요인은, 앞에서 말한 바와 같이 Media의소경화(小徑化)이다. Media소경화의 Merit은 동일한 용량에서 그 개수가 급증한다는 데 있다. 예를 들어 Media경이 1/3이되면 개수는 27배 증가하게 되고, 작은 용량의 Mill에서 큰 분쇄력을 얻을 수 있다. 또 도달 입경도 Media경이 지배적인 인자가 된다.
게다가 최근에 나노 입자 사이즈 분산에서는, 입자나분산제가 Damage를 받게 됨으로써 재응집을 하는 현상이 자주 일어나게 되었다. 이것은 Media를 작게 함으로써 재응집을 피할 수 있다는 점도소경 Media의 Merit이다.
2. Ball Mill에서부터 수평형 Beads Mill까지
매체 교반 Mill 이전에는 Ball Mill이 사용되어 왔다. Ball Mill은 큰 Media(주로 5~30mm)를 사용해 중력을 이용해서 분쇄를 하는기계였다. 오직 중력에 의한 위치 에너지에만 의지하므로 소경 매체로는 분쇄력이 부족하다. 아트라이터는 Media를 강제로 교반해 그 회전으로 발생하는 원심력을이용해서 Media 소형화(주로 3~10mm)가 가능해졌다. 2mm이하의 더욱 작은 Media에서는분쇄력이 저하되므로, 그것을 보완하기 위해 고속화가 필요해진다. 그러나아트라이터의 개방된 분쇄실 구조에서 고속화를 하게 되면 수직 상향으로 힘이 빠져나가기 때문에 한계가 발생한다. 그러한의미로 볼 때 Ball Mill과 동일하게 중력에 의지를 하고 있다.
여기서 나온 것이 Sand grinder 등과같은 분쇄실을 밀폐 구조로 만든 분쇄기이다. 밀폐구조가 Media의충진율을 높여 Media의 구속력을 세게 하고, 또 고속으로함으로써 그 원심력에 의해 작은 Media라도 충분히 분쇄력이 전해져1mm 이하의 소경 Media 사용이 가능해졌다.
그러나 수직형인 Sand grinder는, 대형화 하면 하부에 Media 자중이 걸린 상태로 움직이게 되기때문에 기동 불량을 자주 일으키게 된다. 또, 수직형은 Maintenance성도 나쁘다. 현재는 이 양쪽이 개선된 수평형Beads Mill이 주류이다.
3. L/D 비(=탱크 길이/탱크 경) 개선
Media가 한층 더 소경화 됨과 동시에 발생한 문제가, 슬러리흐름에 따라 Media가 배출측에 치우치는 현상이다. 이에따라 투입측과 배출측에서 Media에 걸리는 힘이 불균일해지고, 특히배출 측에서 과도한 힘이 작용해 이상 마모나 불필요한 발열이 일어나기 쉽다(=비즈 패킹현상). 또, 나노 레벨 분산에서는 서두에서도 말했듯 입자나 분산제에 대한 Damage가 우려된다. 실제로 재응집 현상이 많이 일어난다. 이 현상은 L/D이 큰 Mill일수록발생하기 쉽고, SC Mill이나 MSC Mill은 극단적으로 L/D을 작게 함으로써 이 문제를 해결하고 있다. 여기에서는 L/D比와 Media가 밀려 치우치는 힘이 어떤 관계인지를 설명하겠다.(그림2)

4-1 유체가 충진층을 통과할 때 압력손실
슬러리 흐름에 의해 Media가배출측에 밀어 붙여지는 힘은, Media경이 작아질수록 또 대형화 될수록 커진다. 또 이것은 수식으로 설명할 수 있다.
지하수의 흐름이나 여과, Media층 등 이른바입자 충진층을 통과하는 흐름 해석에 사용되는 D’arcy의 식(1) ,Kozeny-Carman의 식(2)을 나타낸다.
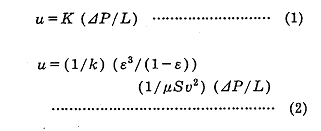
여기서 입자 충진층의 입자를 Mill의 Media라고가정(엄밀하게는 교반되어 있으므로 일치하지는 않으나 경향은 동일하다)하면, 유체 즉 슬러리가 Mill을 통과할 때 압력손실 ⊿P가 각각의 조건 하에서 어떻게 변화하는지를 알 수 있다. ⊿P가 크다는 것은 즉, 슬러리가흘러가기 힘들고 배출측에 더욱 세게 밀어 붙이게 되는 현상을 의미한다.
4-2 스케일 업 시의 영향
Media 교반형 Mill의스케일 업은 상사형(L/D비 일정), 체류시간이 일정하다는것이 기준이다. 따라서 스케일 업 한 경우 D’arcy의식(1)이 어떻게 되는지 보면, 탱크 길이 L과 유속 u가 탱크 경 D와동일 비율로 커진다. 즉, L은 상사형(相似形) L/D비 일정에서 경의 비(比)와 동일한 비율로 커진다. u는 체류시간을 일정하게 하면 유량이 체적비(3승)로 늘어가는 것에 비해, 통과면적이 면적 비(2승)밖에 늘어나지 않기 때문에 이것도 경의比와 동일한 비율로 커진다. 따라서 ⊿P는 경비(經比)의 2승으로 커진다는 것을 의미한다. 예를 들어 경비가 2배인 Mill을 설계한 경우 압력 손실은 4배가 되고 Media가 밀려 치우치는 힘도 4배가 된다는 계산이다.
4-3 Media 경의 영향
Media 경의 영향은 (2) 식의단위체적당 표면적 Sυ는 충진 입자경(=Media경)에 반비례한다. 따라서 ⊿P는 Media경의 2승에 반비례한다. 예를 들어 Media경 0.3mm를 0.03mm로 변경한 경우 경비(經比)의 2승이기 때문에 100배의 ⊿P가 된다.
4-4 L/D 비가 큰 Mill의 리스크
이상을 정리하면 하기와 같은 식이 된다.

압력 손실 즉, 밀어 붙여지는 힘은 대형기계가 될수록, 또Media경이 작아질수록 커지고 특히 나노 입자 분산 등의 섬세한 처리에는 상당히 큰 리스크가 되어나타난다. 또 이것은 현재 0.03mm나 0.05mm 마이크로 비즈가 본격적으로 공업화되지 않은 이유 중 하나이다.
이러한 문제를 회피하는 것은 L을 작게 하는 것이다. SC Mill, MSC Mill은 통상의Mill이 L/D≒3에 대해 L/D=1/3이 되었다. 이 것으로 특히 마이크로 비즈를 다루는 MSC Mill은, 통상의 Media 교반 Mill과비교해 상당히 우위를 나타내고 있음을 생각할 수 있다.
5. 순환프로세스
이후에 나올 이유 때문에 순환프로세스가 주류가 되어 가고 있다. 이 순환 프로세스의 유효성을모두 발휘하기 위해서라도 L/D을 작게 하는 것이 중요하다.
5-1 순환 프로세스의 유효성
최근 파인화에 의해 난(難)분쇄 분산처리가 증가하고 Media를 줄인 Mill에서도 여러 번 패스시키지 않으면 목표 입경에 도달하지 않는다. 유량을극단적으로 줄이고 체류 시간을 확보하고자 하면 슬러리 온도 상승이나 대류에 동반하는 토출물의 체류 시간 분포가 커지기 때문에 불균일성이 발생한다. 이러한 점에서 그림 3과 같은 프로세스가 나오게 되었다.
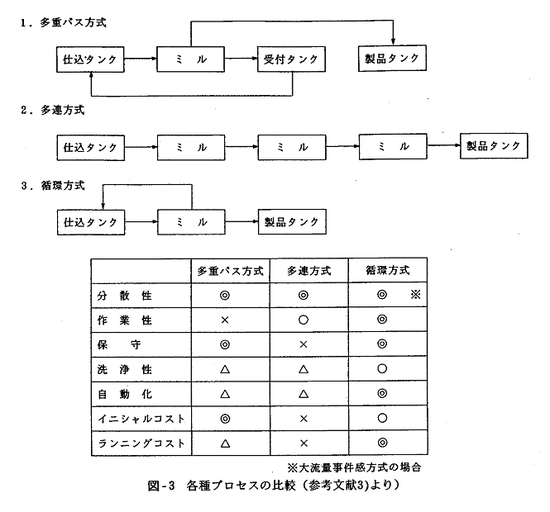
다중 패스 방식은 패스 종료 후 처리물을 공급측에 되돌려 목표 입경에 도달할 때까지 반복하는방법인데, 1패스 마다 탱크 전환 작업이 힘들고 자동 제어를 하는 경우 매우 복잡하고 이니셜코스트가비싸진다. 또 탱크 벽면에는 슬러리가 부착되어 잔류하고 특히 고점도 슬러리에서 문제가 되는 경우가 많다.
다련(多連)방식은Mill을 필요한 대수만큼 나열해 1패스를 하는 방법인데, 여러 대 필요하기 때문에 특히 이니셜코스트가 비싸다는 점과 보수성이 문제이다.
순환방식은 Mill과 홀딩탱크를 폐회로로 하여슬러리를 몇 번이나 Mill에 통과시키는 방법으로, 처리량과시간만 관리를 하면 되고 번거로움이나 코스트 면에서도 상당히 유리하다. 단, 순환 횟수가 적을 때는 Mill을 통과한 슬러리와 통과하지 않은슬러리가 서로 섞이기 때문에 입도 분포가 Broad하게 된다. 이것을 회피하기 위한 방법은 순환 횟수를 늘리는 것이다. 그렇게 함으로써 균일성이 유지되고 경우에 따라서는다중 패스 방식보다 균일성이 높은 제품을 얻을 수 있다. 즉 순환유량을 늘리는 것이 매우 중요한 요소이다.
통상 L/D비가 큰 Mill에서 순환 유량을 증가시키면 앞서 말한 바와 같이 Media가슬러리에 따라 배출측으로 밀려 부딪치게 되어 여러가지 불량을 일으키게 된다.
이처럼 순환 시스템의 유효성을 100% 발휘할 수 있다는 점에서도, L/D비가 작은 Mill이 우수하다고말할 수 있다.
5-2 순환 유량, 순환횟수의 영향
다음으로 순환 프로세스에서 순환 유량, 순환횟수의 영향을 데이터로 나타낸다. 그림 4에 SC Mill로 순환 방식과 패스 방식의 영향을 조사한 그래프를 나타내었다. 순환(패스) 횟수가 5회까지는확실히 순환 방식이 D90% 입자경이 크고, 입도 분포가 Broad해지는데 6회 이후에는 거의 차이가 없어진다.

그림 4. 순환방식과 패스 방식의 비교
그림 5에 순환 영향을 조사한 그래프를 나타낸다. 순환 유량이 많은 편이 D90% 입자경은 작고 더 샤프한 분포라는것을 나타내고 있다. 처리 시간이 짧은 영역에서 순환유량(횟수)의 차이가 현저하게 나타나지만, 시간이 경과함에 따라 그 차이는 감소한다. 이 그래프에서도 어느 정도 순환 횟수를 확보하면 좋다는 것을 알 수 있다.
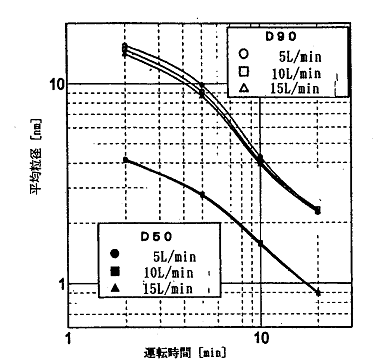
그림 5. 순환유량의 영향
그림 4,5의데이터와 수치계산, 다른 실적 등에서 최저 순환 횟수는 10회정도를 기준으로 하고 있다. 이상에 의해 필요 최저한의 순환 횟수를 확보하는 것이 중요하고, 보다 많은 유량을 확보할 수 있는 Mill이 유리하다는 것은 자명한것이다
6. SC Mill L/D비=3에서 1/3으로
지금까지 Mill은 통상 L/D비가 3 전후였다. SC Mill은 L/D비를 1/3으로 하고 극단적으로 작게 함으로써 소경Media의 치우침을 최대한 감소시켜 소경 Media의 효율을 100% 끌어냄과 동시에 번거로움과 코스트 면에서 유리한 순환 시스템에 적합하다.
6-1 SC Mill의 구조
구조도를 그림 6에 나타낸다. 분쇄부는 짧은 원통형이고 축심에서 슬러리를 공급하고 방사상으로 흘러가는 구조로 원심 펌프와 많이 닮아있다. 내부에는 원통형을 한 Media 교반용 롤러가 있고 그 외주에 Media Separator를 가지고 있다. 로터를 회전시키면 원심력이 발생하고 Media는 외주 Separate부에 층상으로 분포함과 동시에 로터 회전력에 끌려서 회전 운전도 하기 때문에 강력한 전단력이 발생하고 분쇄, 분산이 이루어진다.
L/D비가 1/3이며 종래 Mill과 비교해 극단적으로 작게 함으로써 Media 슬러리의 흐름에 의한 쏠림이 일어나지 않도록 하는 설계로 되어 있다. 또한 원심방향과 슬러리 흐름 방향이 일치함에 따라 숏 패스가 방지되고 더욱 유효한 원심력이 소경 Media에 작용하게 되었다.
또 로터와 그 외주에 배치된 Separator는 Media에 유효한 전단 작용이 일어나도록 적절한 일정 간격을 형성하고 있다. 더욱 로터 외주에 설치된 Media 순환구는 내측의 Media를 외측에 방출하고 밀려난 Media는 재차 로터 내측 공간으로 되돌아간다.
이에 따라 각 순환구에서 그림 6에서 나타내는 바와 같은 Media가 작은 순환계를 만들고 있다. 이 순환계가 비즈 패킹을 막음과 동시에 분쇄, 분산에 더욱 유효하고 균일한 Media의 움직임을 만들어 내고 있다.
6-2 실시 예 ①수성 기록액의 분산
표 1에 수성 기록액의 분산 결과를 나타내었다. 대표적인 수평형, 수직형 Mill(비교표 1~3)과 비교해 SC Mill(실시 예 1~7)은 저장 안전성이 우수하다는 것을 나타내고 있다. 이 미립 분산은 과도한 힘이 걸리면 재응집을 하는 경향을 나타내는데 SC Mill에서는 그 현상이 나타나지 않았다. Media이 균일한 힘이 작용한다는 것을 뒷받침하는 데이터이다.
6-3 실시 예 ②탄산칼슘의 분쇄설비
L/D비는 앞서 말한 바와 같이 스케일 업 할 때에도 큰 영향을 미친다. 대형화 하게 되면 슬러리 통과 거리는 길어지고 유속은 빨라진다. 따라서 Media에 작용하는 힘이 더욱 불균일 해지기 쉬워진다. 그림 7에 탄산칼슘의 분쇄설비 Flow도를 나타낸다. Flow 안에 미분쇄기가 SC Mill이다. 이 탄산칼슘은 제지용 코팅재의 체질안료로서 대량으로 사용되고 있다. 아트라이터로 연소적으로 슬러리화 하여 조분쇄한 것을 수평Mill로 5㎛정도로 중분쇄하고 SC Mill로 1~2㎛가지 분쇄한다. SC Mill은 스케일 업이 용이하고 최대형식의 SC Mill로는 한대로 1~2t/hr의 생산이 가능하다. (사용조건: φ0.5mm 지르코니아 비즈 약 160kg, 모터 240kW )
7. MSC Mill 갭Separator에서 원심분리로
SC Mill에서 사용 가능한 Media 경은 0.2mm가 한계이다. 그것은 Media와 슬러리를 분리하는 방법이 갭 방식이기 때문이다. 갭 방식은 간격을 Media경의 1/3정도로 하기 위해 너무 좁게 하면 슬러리 눈막힘을 일으켜 운동이 불가능해질 가능성이 자주 발생한다.
현재 Media경은 0.03mm까지 제작이 가능하고, 나노 레벨 분산에는 상당히 큰 효과를 발휘한다는 것이 확인되었다. 이 경우 0.01mm(=10㎛) 간격을 형성할 필요가 있고 막힘 문제 해결에도 필요하다.
MSC Mill은 SC Mill의 특장점을 살리면서 Media 분리방법으로 원심 분리를 채용을 한 분쇄, 분산기이다.
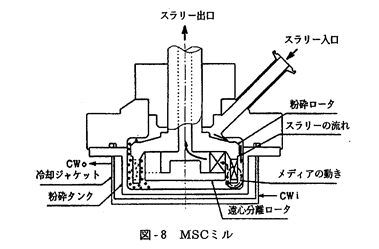
7-1 MSC Mill의 구조
구조도를 그림 8에 나타낸다. 슬러리는 분쇄 탱크의 상부에서 펌프 힘으로 들어가 로터 외부측의 Media와 접촉해서 분쇄, 분산된다. 그리고 그림 가운데 화살표처럼 슬러리에 동반된 비즈는, 분쇄 로터 내측에 도달하면 분쇄 로터 순환 통로를 지나 다시 로터의 외측으로 되돌려지고, 하나의 순환계를 만든다. 또 그 중 일부는 계통 밖으로 나가려고 하나 원심분리 로터로 완전히 분리되어 슬러리만 중공(中空)의 회전 샤프트를 통과해 계통 밖으로 배출된다. 그 후 슬러리는 홀딩탱크로 돌아가 다시 분쇄실로 보내진다.
7-2 실시 예 ①산화티탄 분산
나노 레벨 분산이라고 하면 광촉매 산화티탄 처리가 대표적이다. 여기서 산화티탄의 분산 테스트를 실시했다. 사용한 원료는 입자 15nm 테이카 MT-150W이다. 원료는 응집되어 있고 평균 입자경이 2.3㎛ 이다. 일차 입자 15nm 근처까지 분산이 되는지 테스트를 해 보았다. 결과 0.03mm 비즈로 24nm를 얻을 수 있었다. 또 비즈 경의 영향을 조사(그림 9)를 한 결과 경이 작을수록 도달하는 경도 작고, 또한 큰 비즈는 시간이 지나면서 재응집 하는 경향을 나타냈다.
이상의 결과에 의해 MSC Mill은 나노 레벨의 분산이 가능하다는 것과 도달 입경은 비즈에 의존하고 있다는 것이 확인되었다.
7-3 실시 예 ②분쇄실 형상의 차이
산화티탄을 이용해 분쇄실 형상의 차이를 조사했다. 그림 10의 ‘L/D=大’라고 써 있는 것이 MSC Mill에 L/D비가 큰 형상의 분쇄실을 부착을 하였을 때의 데이터다. L/D비가 큰 경우 주속 10m/s에서는 50nm 정도에서 분산이 진행되지 않게 되고, 그 후 재 응집이 일어나기 시작한다. 5m/s에서 재응집은 억제할 수 있지만, 최소 도달 입경시의 운전 시간을 비교하면 알 수 있듯 비즈의 절대량이 많음에도 불구하고 MSC Mill의 표준 형상 데이터와 비교해 2.5배의 시간이 필요로 한다.
L/D이 긴 분쇄형상에서는 흐름의 영향을 받기 쉽고 비즈의 강한 미는 힘이 발생하는 선단부에서 과도한 힘을 받아서 재응집을 한다고 생각할 수 있다. 또, 그 선단부에서 재응집을 하지 않는 주속까지 떨어뜨릴 경우, 이번에는 그 이외의 부분이 분산력 부족이 되어 불필요한 스페이스가 되기 때문에 효율악화를 초래했다고 추측할 수 있다. 바꾸어 말하면 비즈에 걸리는 힘이 불균일하기 때문에 재응집이나 효율악화를 불러일으켰다고 할 수 있다.
이러한 점에서 MSC Mill은 L/D비가 큰 동일 용량 Mill과 비교하여 몇배의 능력 차이를 얻을 수 있다고 추측된다. 또 지금까지 재응집을 억제할 수 없었던 처리에서도 분산이 가능해 질수 있는 가능성을 나타낸다.
7-4 실시 예 ③무기물, 다른 분산
그림 11에 입경이 가장 작아진 예를 나타낸다. φ0.03mm인 지르코니아 비즈를 사용해 무기물을 분산하고 평균입경 5.9nm를 얻었다.
그 외에는, 안료 분산에서 점도가 낮게 유지할 수 있었던 예나, 재응집을 억제할 수 있었던 예, 또 지르코니아 비즈나 부재에서 오염물이 거의 검출되지 않았다는(이것에는 Media 경이 작은 것에서도 기인된다) 보고가 있고, MSC Mill은 비즈가 균일하게 움직이는 것으로 마이크로 비즈 본래의 성능을 끌어낼 수 있다고 볼 수 있다.
8. 끝맺음
Media 소형화는 기계의 소형화, 에너지 효율의 향상, 더욱 미립화 하는 등 여러가지 기술 향상을 도모했다. SC Mill, MSC Mill은 위에서 말한 바와 같이 소경 Media의 효율을 100% 발휘할 수 있는 분쇄, 분산기이다.
특히 신상품인 MSC Mill은 산화 티탄 이외에도 최선단의 전자부품용 세라믹 원료, 컬러 레지스트나 중합 토너를 시작으로 특수 안료 분산 등에 있어, 입자나 분산제에 미치는 Damage를 최소한으로 억제하고 ‘재응집이 억제되어 목표로 하는 미립화를 할 수 있다’, ‘정치(靜置)안정성이 우수하다’, ‘슬러리 점도가 낮아진다’, ‘결정구조를 무너뜨리지 않고도 분산가능하다’ 등의 결과를 얻었고 향후 기대할 수 있는 분산기이다.
'Machine' 카테고리의 다른 글
| (Dispersion)Improvement of Atomization Technology by Hydraulic Jet Plasma (0) | 2021.08.17 |
|---|---|
| (Dispersion) Basket Mill for MLCC slurry (0) | 2021.04.24 |
| (Sintering)RHK의 진보 (0) | 2021.04.03 |
| (Sintering)세라믹 전자부품 소성로 (0) | 2021.04.03 |
| (Dispersion)Beads Mill의 구조에 대해 (0) | 2021.03.30 |